咨詢(xún)熱線(xiàn):
130********
咨詢(xún)熱線(xiàn):
130********
山(shān)东紐營速惠技術有限公司
聯系(xì)人:劉先生
電話:130********
地址(zhǐ):山東(dōng)省甯(níng)津縣經濟開發(fā)區



注塑(sù)加工(gōng)是一(yī)門知識面廣,技術性(xìng)和實踐(jiàn)性(xìng)很強(qiáng)的行業。注塑生(shēng)産過程(chéng)中(zhōng)需使用塑膠原料、色(sè)粉、水口料(liào)、模具(jù)、注塑(sù)機(jī)、周邊設(shè)備、工裝(zhuāng)夾(jiá)具、噴劑、各種輔料及(jí)包裝材料(liào)等,這(zhè)些給注塑車間(jiān)的管(guǎn)理帶來了很大(dà)的(de)工作量(liàng)和一定的難度(dù),與其它行(háng)業或部門相(xiàng)比(bǐ),對注塑車(chē)間(jiān)各級管(guǎn)理人員的(de)要求(qiú)更高(gāo)。
注塑生(shēng)産(chǎn)需要24小時連續運作(zuò),一般為兩(liǎng)面三刀班或三班制(zhì)工作方式(shì),注塑車(chē)間的工(gōng)作間的工(gōng)作崗(gǎng)位多、分工複雜(zá),對不同崗位人(rén)員的技能(néng)要求(qiú)亦不(bú)同。要想使(shǐ)注塑車間(jiān)的生(shēng)産運(yùn)作(zuò)順(shùn)利,需(xū)要對(duì)每個環節(jiē)和各(gè)個崗位所(suǒ)涉及(jí)的人員、物料、設備、工具等(děng)進行管(guǎn)理,主要包括:原料房、碎(suì)料(liào)房、配料房、生(shēng)産現場、後加工(gōng)區、工具房、半成品區、辦公室等區域(yù)的運(yùn)作與(yǔ)協調管理工作(zuò)。
注塑加工類型(xíng)
1、橡膠(jiāo)注(zhù)塑:橡膠(jiāo)注塑(sù)成型是一(yī)種将(jiāng)膠(jiāo)料直接從機筒注(zhù)入模(mó)型硫化的生産(chǎn)方法。橡膠注塑的優(yōu)點是(shì):雖屬(shǔ)間歇操作,但成型周(zhōu)期短,生産(chǎn)效率高取消了胚料準(zhǔn)備工序(xù),勞動強度(dù)小,産(chǎn)品質量優(yōu)異。
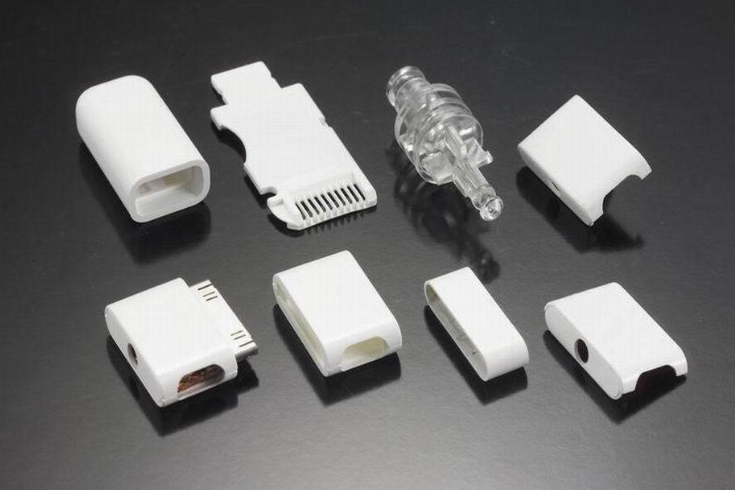
2、塑(sù)料注塑:塑料注(zhù)塑是(shì)塑料制品(pǐn)的一種(zhǒng)方法,将熔融的塑料利(lì)用壓(yā)力(lì)注進塑(sù)料(liào)制品模具中(zhōng),冷卻成型得(dé)到想要各種塑料(liào)件。有專(zhuān)門(mén)用于進行(háng)注(zhù)塑的機(jī)械注塑機(jī)。目前最常使(shǐ)用的塑(sù)料是(shì)聚苯(běn)乙烯。所得(dé)的形狀往(wǎng)往就是最(zuì)後成品,在(zài)安(ān)裝(zhuāng)或作(zuò)為最(zuì)終(zhōng)成品使用之前不再需(xū)要其他(tā)的(de)加工(gōng)。許多細部,諸如(rú)凸起部(bù)、肋(lèi)、螺紋(wén),都可以(yǐ)在注射模塑(sù)一步(bù)操作中成(chéng)型出來。
影響因素
塑料品種注塑加工成(chéng)型過(guò)程中由于存在結晶(jīng)化形起的體積變化(huà),注塑(sù)加工時壓(yā)力高(gāo),熔融(róng)料粘(zhān)度差(chà)小(xiǎo),層間剪切應(yīng)力小(xiǎo),脫模後彈(dàn)性回跳大(dà),故注(zhù)塑加(jiā)工收(shōu)縮也(yě)可适量的(de)減小,注塑(sù)加(jiā)工(gōng)時料(liào)溫高(gāo)、收縮(suō)大,但方(fāng)向(xiàng)性小。
壓力(lì)注塑加工(gōng)時壓力增大則(zé)熔融料受(shòu)剪切(qiē)作用大,流(liú)動性也增大,特(tè)别是(shì)pe、pom較為敏感(gǎn),所以成(chéng)型時宜(yí)調節(jiē)注塑加工(gōng)時的(de)壓力來(lái)控制流動性。成型時則也可控(kòng)制料溫,模溫(wēn)及注(zhù)塑加工時(shí)壓力、注塑(sù)速度(dù)等(děng)因素來适當地調節填(tián)充情況以(yǐ)滿足(zú)成型需要(yào)[1]。